



Yn it gemyske produksjeproses beynfloedet druk net allinich de lykwichtsrelaasje en reaksjesnelheid fan it produksjeproses, mar beynfloedet ek de wichtige parameters fan 'e materiaalbalâns fan it systeem. Yn it yndustriële produksjeproses fereaskje guon in hege druk dy't folle heger is as de atmosfearyske druk, lykas hege druk polyetyleen. Polymerisaasje wurdt útfierd by in hege druk fan 150MPA, en guon moatte wurde útfierd by in negative druk dy't folle leger is as de atmosfearyske druk. Lykas fakuümdestillaasje yn oaljeraffinaderijen. De hege druk stoomdruk fan 'e PTA-gemyske fabryk is 8.0MPA, en de soerstoffeeddruk is sawat 9.0MPAG. De drukmjitting is sa wiidweidich dat de operator him strikt moat hâlde oan 'e regels foar it gebrûk fan ferskate drukmjitynstruminten, it deistich ûnderhâld fersterkje, en elke sleauwichheid of soarchleazeheid. Dit alles kin enoarme skea en ferliezen feroarsaakje, sûnder de doelen fan hege kwaliteit, hege opbringst, leech ferbrûk en feilige produksje te berikken.
De earste seksje it basiskonsept fan drukmjitting
- Definysje fan stress
Yn yndustriële produksje ferwiist de meastentiids oantsjutte druk nei de krêft dy't unifoarm en fertikaal op in ienheidsoppervlakte wurket, en de grutte dêrfan wurdt bepaald troch it krêftdragende oerflak en de grutte fan 'e fertikale krêft. Wiskundich útdrukt as:
P=F/S dêr't P de druk is, F de fertikale krêft en S it krêftgebiet
- Ienheid fan druk
Yn 'e yngenieurstechnology brûkt myn lân it Ynternasjonaal Stelsel fan Ienheden (SI). De ienheid foar it berekkenjen fan druk is Pa (Pa), 1Pa is de druk dy't ûntstiet troch in krêft fan 1 Newton (N) dy't fertikaal en unifoarm wurket op in oerflak fan 1 fjouwerkante meter (M2), útdrukt as N/m2 (Newton/fjouwerkante meter). Neist Pa kin de druk-ienheid ek kilopascal en megapascal wêze. De konverzje-relaasje tusken har is: 1MPA=103KPA=106PA
Troch in protte jierren fan gewoante wurdt yngenieursatmosfearyske druk noch altyd brûkt yn 'e technyk. Om de ûnderlinge konverzje yn gebrûk te fasilitearjen, binne de konverzjerelaasjes tusken ferskate faak brûkte drukmjittingsienheden neamd yn 2-1.
| Druk-ienheid | Technyske sfear Kg/cm² | mmHg | mmH2O | pinautomaat | Pa | bar | 1b/in2 |
| Kgf/cm² | 1 | 0,73 × 103 | 104 | 0.9678 | 0.99×105 | 0.99×105 | 14.22 |
| MmHg | 1.36 × 10-3 | 1 | 13.6 | 1.32×102 | 1.33×102 | 1.33×10-3 | 1,93 × 10-2 |
| MmH2o | 10-4 | 0,74 × 10-2 | 1 | 0,96 × 10-4 | 0.98×10 | 0,93 × 10-4 | 1.42×10-3 |
| Pinautomaat | 1.03 | 760 | 1.03×104 | 1 | 1.01×105 | 1.01 | 14.69 |
| Pa | 1.02×10-5 | 0,75 × 10-2 | 1.02×10-2 | 0,98 × 10-5 | 1 | 1×10-5 | 1.45×10-4 |
| Bar | 1.019 | 0.75 | 1.02×104 | 0.98 | 1×105 | 1 | 14.50 |
| Ib/in2 | 0,70 × 10-2 | 51.72 | 0.70×103 | 0.68×10-2 | 0.68×104 | 0.68×10-2 | 1 |
- Manieren om stress út te drukken
Der binne trije manieren om druk út te drukken: absolute druk, mjitterdruk, negative druk of fakuüm.
De druk ûnder absolút fakuüm wurdt absolute nuldruk neamd, en de druk útdrukt op basis fan absolute nuldruk wurdt absolute druk neamd.
De oerdruk is de druk útdrukt op basis fan atmosfearyske druk, dus it is presys ien atmosfear (0,01 Mp) fan 'e absolute druk ôf.
Dat is: P tabel = P absolút-P grut (2-2)
Negative druk wurdt faak fakuüm neamd.
It kin sjoen wurde út de formule (2-2) dat de negative druk de mjitterdruk is as de absolute druk leger is as de atmosfearyske druk.
De relaasje tusken absolute druk, mjitdruk, negative druk of fakuüm wurdt werjûn yn 'e ûndersteande figuer:
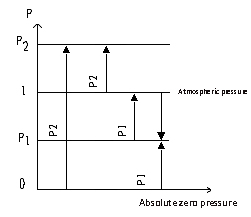
De measte drukyndikaasjewearden dy't yn 'e yndustry brûkt wurde, binne oerdruk, dat wol sizze, de yndikaasjewearde fan 'e manometer is it ferskil tusken absolute druk en atmosfearyske druk, dus absolute druk is de som fan oerdruk en atmosfearyske druk.
Seksje 2 Klassifikaasje fan drukmjitynstruminten
It drukberik dat mjitten wurde moat yn gemyske produksje is tige breed, en elk hat syn bysûnderheden ûnder ferskillende prosesomstannichheden. Dit fereasket it gebrûk fan drukmjitynstruminten mei ferskillende struktueren en ferskillende wurkprinsipes om te foldwaan oan ferskate produksjeeasken. Ferskillende easken.
Neffens ferskate konverzjeprinsipes kinne drukmjitynstruminten rûchwei wurde ferdield yn fjouwer kategoryen: floeistofkolomdrukmeters; elastyske drukmeters; elektryske drukmeters; pistondrukmeters.
- Drukmeter foar floeibere kolom

It wurkprinsipe fan 'e floeistofkolomdrukmeter is basearre op it prinsipe fan hydrostatyk. It drukmjitynstrumint dat neffens dit prinsipe makke is, hat in ienfâldige struktuer, is handich yn gebrûk, hat in relatyf hege mjitnauwkeurigens, is goedkeap en kin lytse druk mjitte, sadat it in soad brûkt wurdt yn produksje.
Drukmeters foar floeibere kolom kinne wurde ferdield yn U-buisdrukmeters, drukmeters mei ien buis en drukmeters mei hellende buis neffens har ferskillende struktueren.
- Elastyske drukmeter
De elastyske drukmeter wurdt in soad brûkt yn gemyske produksje, om't er de folgjende foardielen hat, lykas in ienfâldige struktuer. Hy is stevich en betrouber. Hy hat in breed mjitberik, is maklik te brûken, maklik te lêzen, is leech yn priis, hat genôch krektens, en it is maklik om ynstruksjes te ferstjoeren en op ôfstân te brûken, automatysk op te nimmen, ensfh.
De elastyske drukmeter wurdt makke troch ferskate elastyske eleminten fan ferskillende foarmen te brûken om elastyske deformaasje te produsearjen ûnder de te mjitten druk. Binnen de elastyske limyt is de útfierferpleatsing fan it elastyske elemint yn in lineêre relaasje mei de te mjitten druk. , Dat betsjut dat de skaal unifoarm is, de elastyske komponinten ferskille, en it drukmjittingsberik ek ferskillend is, lykas golfdiafragma- en balgkomponinten, dy't oer it algemien brûkt wurde by mjittingen mei lege en lege druk, ien-spiraalfearbuis (ôfkoarte as fearbuis) en meardere fearbuizen. De fearbuizen wurde brûkt foar mjittingen mei hege, middelgrutte druk of fakuüm. Under harren hat de ien-spiraalfearbuis in relatyf breed berik foar drukmjitting, sadat it it meast brûkt wurdt yn gemyske produksje.
- Druktransmitters

Op it stuit wurde elektryske en pneumatyske druktransmitters in soad brûkt yn gemyske fabriken. Se binne in ynstrumint dat kontinu de mjitten druk mjit en it omset yn standert sinjalen (luchtdruk en stroom). Se kinne oer lange ôfstannen oerdroegen wurde, en de druk kin oanjûn, opnommen of oanpast wurde yn 'e sintrale kontrôlekeamer. Se kinne wurde ferdield yn lege druk, middeldruk, hege druk en absolute druk neffens ferskate mjitberiken.
Seksje 3 Ynlieding ta drukynstruminten yn gemyske fabriken
Yn gemyske fabriken wurde oer it algemien Bourdon-buisdrukmeters brûkt foar drukmeters. Diafragma-, gegolfde diafragma- en spiraaldrukmeters wurde lykwols ek brûkt neffens wurkeasken en materiaaleasken.
De nominale diameter fan 'e manometer op lokaasje is 100 mm, en it materiaal is roestfrij stiel. It is geskikt foar alle waarsomstannichheden. De manometer mei 1/2HNPT positive kegelferbining, feilichheidsglês en fentilaasjemembraan, oanwizing en kontrôle op lokaasje is pneumatysk. De krektens is ±0,5% fan folsleine skaal.
Elektryske druktransmitter wurdt brûkt foar sinjaalferstjoering op ôfstân. It wurdt karakterisearre troch hege krektens, goede prestaasjes en hege betrouberens. De krektens is ± 0,25% fan folsleine skaal.
It alarm- of ynskakelsysteem brûkt in drukschakelaar.
Seksje 4 Ynstallearjen, gebrûk en ûnderhâld fan drukmeters
De krektens fan drukmjitting is net allinich relatearre oan de krektens fan 'e drukmeter sels, mar ek oft it ridlik ynstalleare is, oft it korrekt is of net, en hoe't it brûkt en ûnderhâlden wurdt.
- Ynstallearjen fan drukmeter
By it ynstallearjen fan 'e drukmeter moat omtinken jûn wurde oan oft de keazen drukmetoade en lokaasje passend binne, wat in direkte ynfloed hat op syn libbensdoer, mjitnauwkeurigens en kontrôlekwaliteit.
De easken foar drukmjitpunten, neist it korrekt selektearjen fan 'e spesifike drukmjitlokaasje op' e produksjeapparatuer, moat tidens de ynstallaasje it binnenste einflak fan 'e druklieding dy't yn' e produksjeapparatuer ynfoege wurdt, flak hâlden wurde mei de binnenmuorre fan it ferbiningspunt fan 'e produksjeapparatuer. Der moatte gjin útsteksels of bramen wêze om te soargjen dat de statyske druk korrekt wurdt krigen.
De ynstallaasjelokaasje is maklik te observearjen, en stribje dernei om de ynfloed fan trilling en hege temperatuer te foarkommen.
By it mjitten fan 'e stoomdruk moat in kondensaatpiip ynstalleare wurde om direkt kontakt tusken hege-temperatuer stoom en de komponinten te foarkommen, en de piip moat tagelyk isolearre wurde. Foar korrosive media moatte isolaasjetanks fol mei neutrale media ynstalleare wurde. Koartsein, neffens de ferskate eigenskippen fan it mjitten medium (hege temperatuer, lege temperatuer, korrosje, smoargens, kristallisaasje, delslach, viskositeit, ensfh.), moatte oerienkommende anty-korrosje, anty-fries, anty-blokkearjende maatregels nommen wurde. In ôfslútklep moat ek ynstalleare wurde tusken de drukopnamepoarte en de manometer, sadat by it revisearjen fan 'e manometer de ôfslútklep tichtby de drukopnamepoarte ynstalleare wurde moat.
Yn it gefal fan ferifikaasje op lokaasje en faak spoelen fan 'e ympulsbuis kin de ôfslútklep in trijewegskeakel wêze.
De drukliedingskateter moat net te lang wêze om de traachheid fan 'e drukoanwizing te ferminderjen.
- Gebrûk en ûnderhâld fan drukmeter
Yn gemyske produksje wurde drukmeters faak beynfloede troch it mjitten medium lykas korrosje, stolling, kristallisaasje, viskositeit, stof, hege druk, hege temperatuer en skerpe fluktuaasjes, wat faak ferskate storingen fan 'e meter feroarsaket. Om de normale wurking fan it ynstrumint te garandearjen, it foarkommen fan storingen te ferminderjen en de libbensdoer te ferlingjen, is it needsaaklik om in goede baan te dwaan fan ûnderhâldsynspeksje en routineûnderhâld foardat de produksje opstart wurdt.
1. Underhâld en ynspeksje foar it opstarten fan de produksje:
Foardat de produksje opstart wurdt, wurdt meastal druktestwurk útfierd op prosesapparatuer, pipelines, ensfh. De testdruk is oer it algemien sawat 1,5 kear de wurkdruk. De fentyl dy't ferbûn is mei it ynstrumint moat sluten wêze tidens de prosesdruktest. Iepenje de fentyl op it drukmeterapparaat en kontrolearje oft der lekkage is yn 'e ferbiningen en lassen. As der lekkage fûn wurdt, moat it op 'e tiid ferholpen wurde.
Nei't de druktest foltôge is. Foardat jo tariede om mei de produksje te begjinnen, kontrolearje oft de spesifikaasjes en it model fan 'e ynstalleare drukmeter oerienkomme mei de druk fan it mjitten medium dat fereaske is troch it proses; oft de kalibrearre meter in sertifikaat hat, en as d'r flaters binne, moatte dizze op 'e tiid korrizjeare wurde. De floeistofdrukmeter moat fol wurde mei wurkfloeistof, en it nulpunt moat korrizjeare wurde. De drukmeter dy't foarsjoen is fan in isolearjend apparaat moat isolearjende floeistof tafoegje.
2. Underhâld en ynspeksje fan 'e manometer by it riden:
Tidens it opstarten fan 'e produksje, de drukmjitting fan it pulsearjende medium, om skea oan 'e manometer te foarkommen troch direkte ynfloed en oerdruk, moat de fentyl stadich iepene wurde en moatte de wurkomstannichheden yn acht nommen wurde.
Foar manometers dy't stoom of hyt wetter mjitte, moat de kondensor fol wurde mei kâld wetter foardat de klep op 'e manometer iepene wurdt. As in lek yn it ynstrumint of de piiplieding fûn wurdt, moat de klep op it drukmjitapparaat op 'e tiid ôfsletten wurde, en it dan oanpakt wurde.
3. Deistich ûnderhâld fan manometer:
It ynstrumint yn wurking moat regelmjittich alle dagen ynspektearre wurde om de meter skjin te hâlden en de yntegriteit fan 'e meter te kontrolearjen. As it probleem fûn wurdt, ferhelpe it dan op 'e tiid.
Pleatsingstiid: 15 desimber 2021